
As we have mentioned previously in various blog posts we are making our way through a series of trade journals that we have in the collection. They are proving to be invaluable in our understanding of some of the objects that we own. One of our latest discoveries relates to a vacuum jug which is not just ‘yellow’ in colour but ‘primrose’. Here is the text from the article which can be found in British Plastics, August 1958, p 327.
Injection-moulded vacuum jug
A new approach to the production of vacuum jugs is seen in the model to hold quart-size flask which the Witton Moulded Insulation Works of the General Electric Co., Ltd. are now producing for Thermos, Ltd., of Leyton, London, E.10. For the first time injection moulding employed, whereas such jugs have previously been compression moulded.
The material chosen was high impact heat-resistant polystyrene, giving a jug of considerable strength whilst not losing the possibility of attractive colours. Three basic colours were decided upon; red, green and primrose, with contrasting colours for the handle cheeks, stopper and decorative band round the joint line of the two halves.
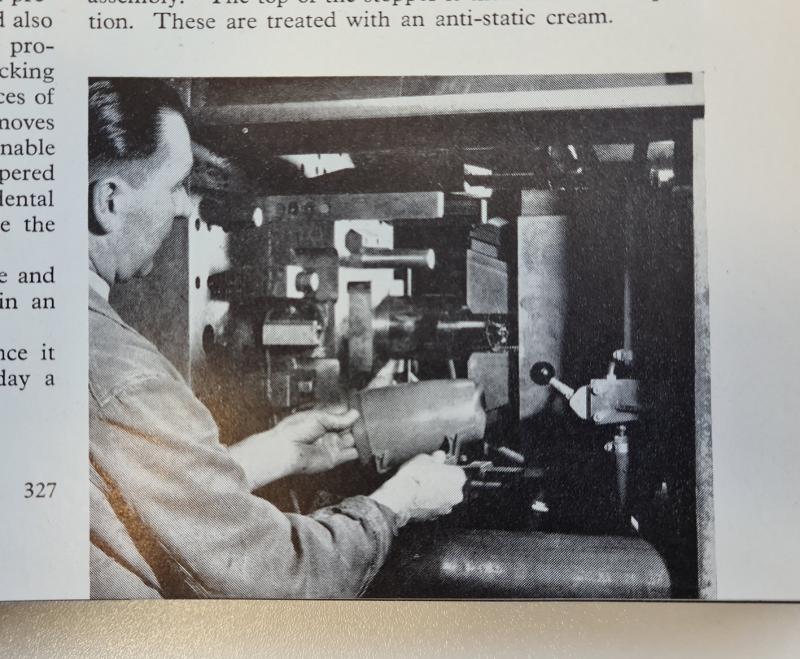
'An operator removes moulded base from the injection machine.' Injection-moulded vacuum jug, British Plastics, August 1958, p 327.
Bottom half of jug. A single impression tool with unscrewing mechanism driven by a 1/2 h.p. motor through a reduction gear is used on an 8 oz machine. The pitch of the thread at the top of the jug and the base plug is identical and both are unscrewed simultaneously.
Top half. The design this single impression mould presented problems due to the projection of the handle and also the formation of the pouring lip, a split mould was produced with tapered sides housed in bolster, the locking pressure of the press being used to hold the mating faces of the mould in contact, The punch is retractable, and moves to the back of the press, operated by an air cylinder to enable the moulding to be removed easily from the ejected tapered splits. A safety device is incorporated to prevent accidental damage to the punch should it be attempted to close the press with the punch out of position.
The component is pin-gated at the pouring aperture and is trimmed after moulding. This part is produced in an 8 oz machine.
This moulding controls the rate of production, since it requires the longest cycle. On a normal working day total of approximately 800 mouldings are produced.
Side cheeks for handle. This is a two-impression tool, moulding one right-hand and one left-hand cheek on a 2 oz injection machine. Mouldings are fed with a pin-point gate.
Bottom of stopper and base plug: A split mould with three impressions of each item used on an 8 oz machine, the splits being opened by angle pins in the normal way.
Top of stopper, decorative band and insert cap. The tool has four impressions of each item, with the stopper top moulded with a pin gate in the centre of each band, and the insert cap being fed off a ring feed, which also feeds into the decorative band.
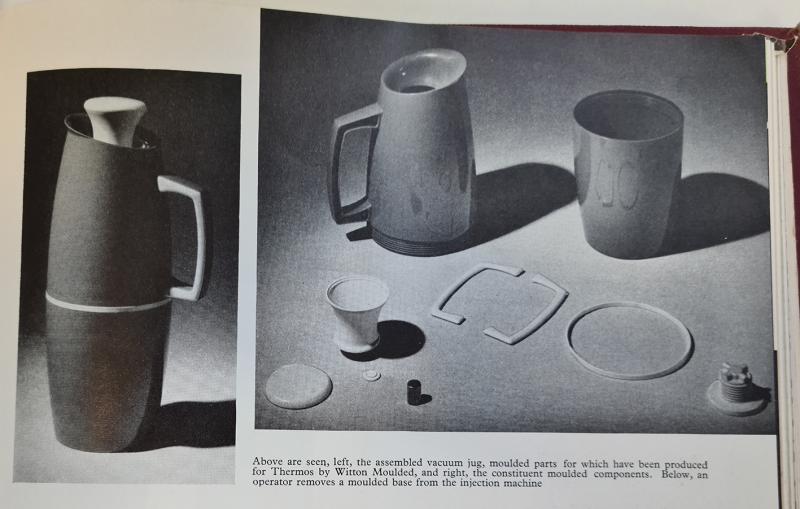
'The assembled vacuum jug, moulded parts for which have been produced for Thermos by Witton Moulded, and right, the constituent moulded components.' Injection-moulded vacuum jug, British Plastics, August 1958, p 327.
Finishing and sub-assemblies. The top half of the jug is immersed in an anti-static solution, dried and then polished with an anti-static cream, after which the side cheeks are cemented into the handle. The bottom half is treated in a similar manner. The stopper has a brass tapered insert pressed in and sealed with the insert cap, the purpose of the insert being to receive the cork at a taper assembly. The top of the stopper is then cemented in position. These are treated with an anti-static cream.
I always enjoy discovering more about the objects in our collection - I wonder what will be next.
Louise Dennis, Curator of MoDiP